My Projects
Brilliance H330 – FEM Reverse Engineering
Project Code: PRJ-BRH330-FEM-RE
Objective
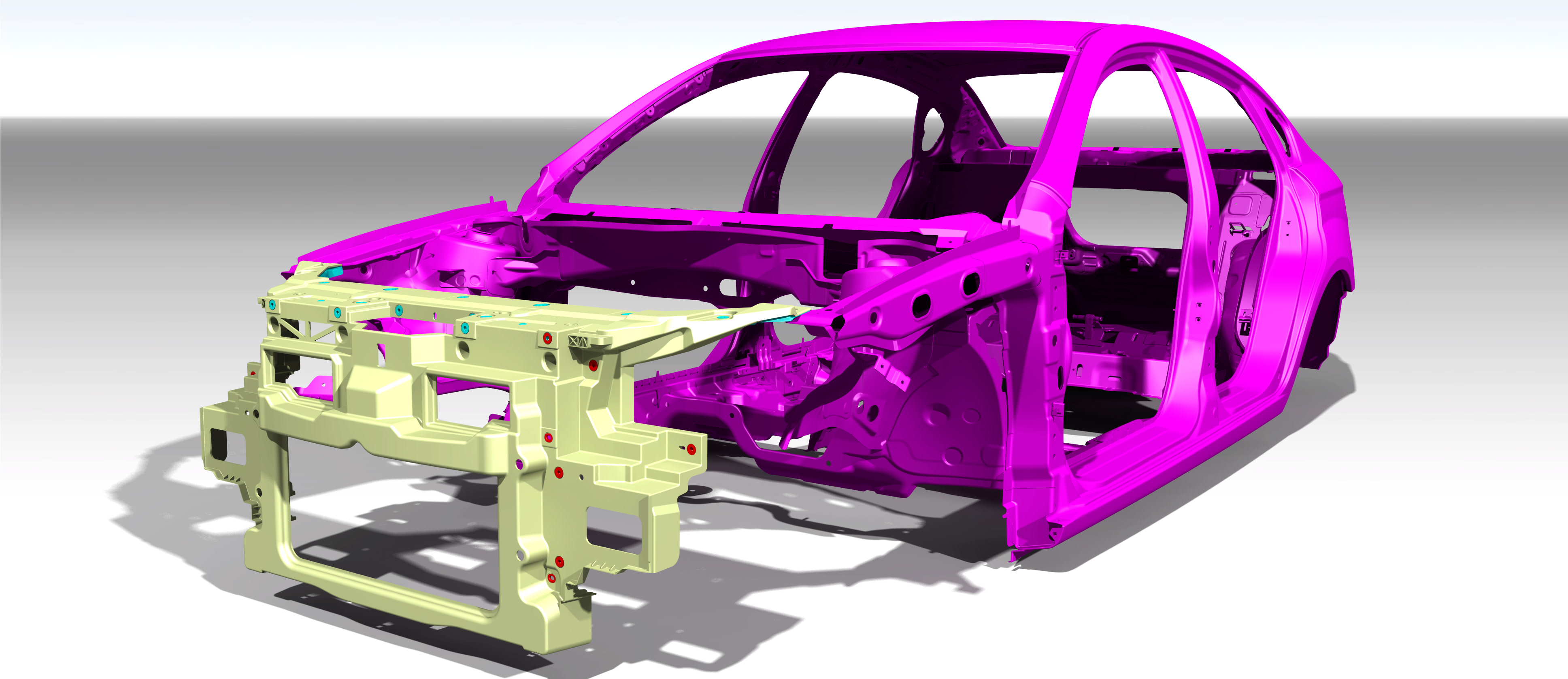
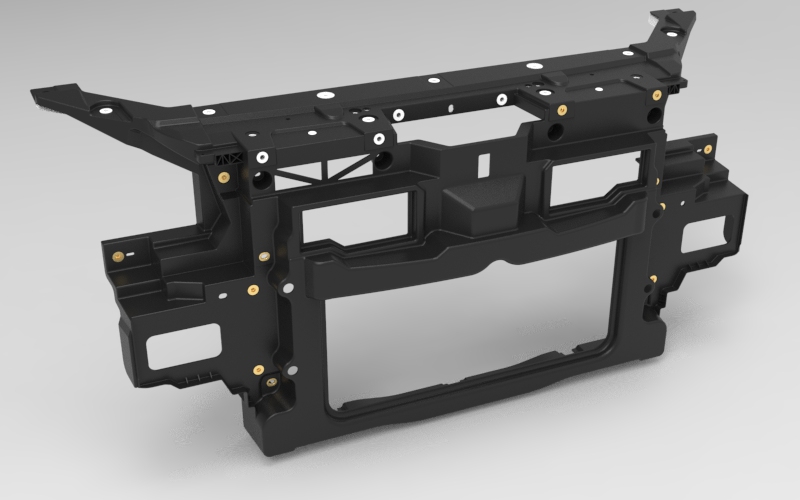
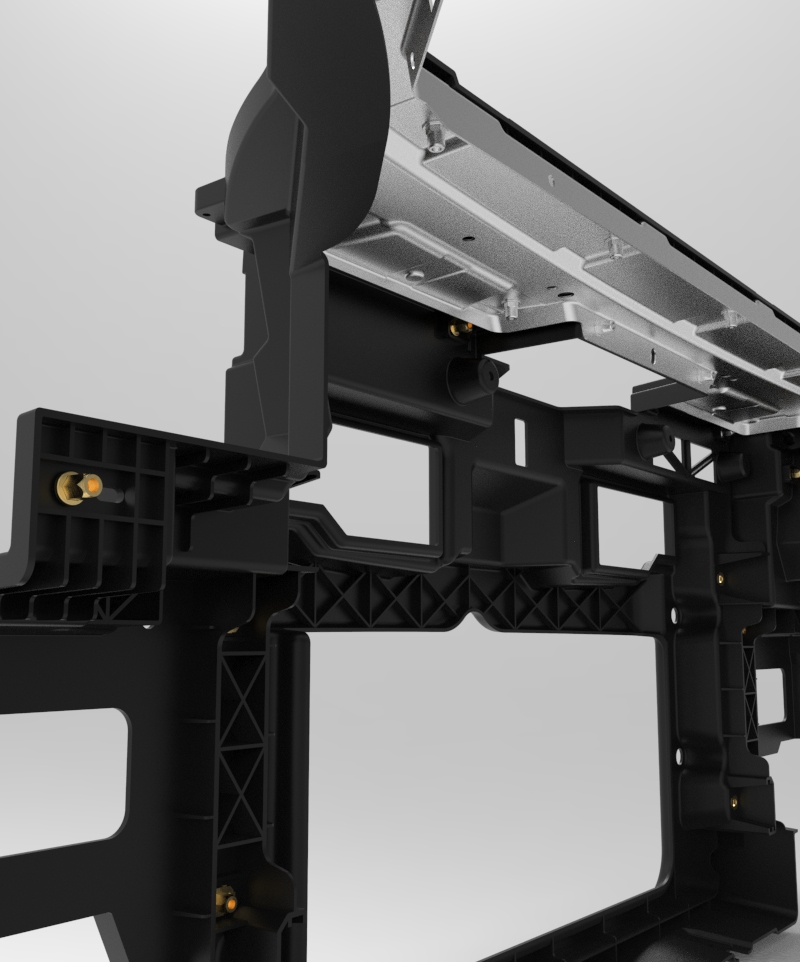
The project aimed to reverse engineer and localize the Front End Module (FEM) of the Chinese Brilliance H330 vehicle, originally imported by SAIPA in CKD format. The main goal was to enable full local production after the original Chinese supplier ceased part deliveries, while ensuring precise dimensional compatibility with SAIPA’s robotic and manual assembly lines.
Problem Statement
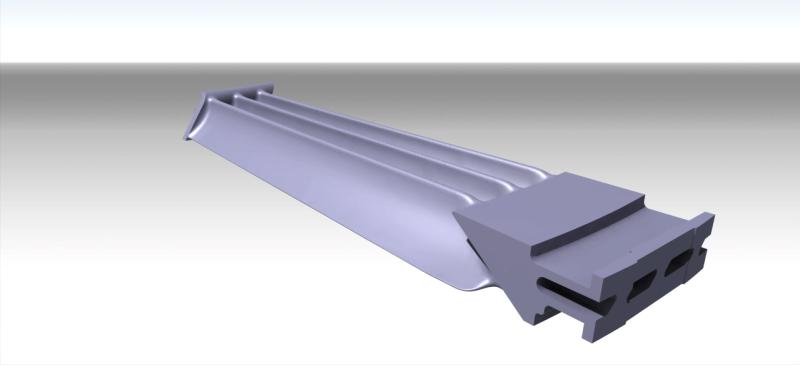
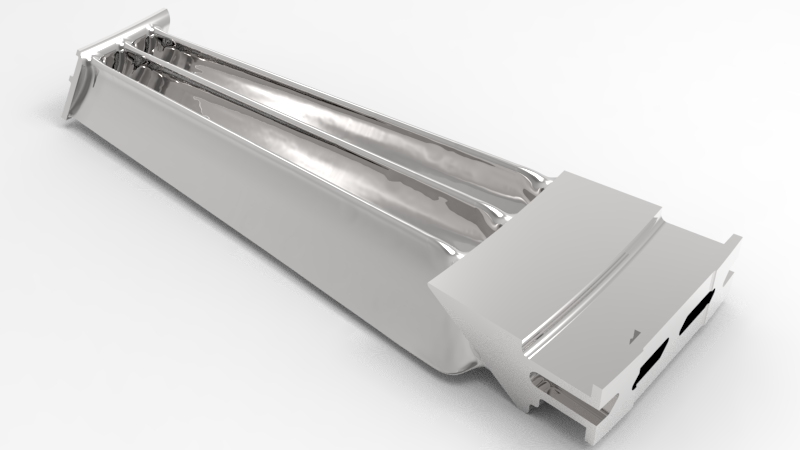
After partial localization, the unavailability of OEM parts posed a significant risk to production continuity. The critical challenge was to replicate a large plastic component—approximately 1300 mm in width—with minimal deviation to allow seamless assembly without any change to robots, fixtures, or adjacent components.
My Role
- Project Manager responsible for full 8-month execution
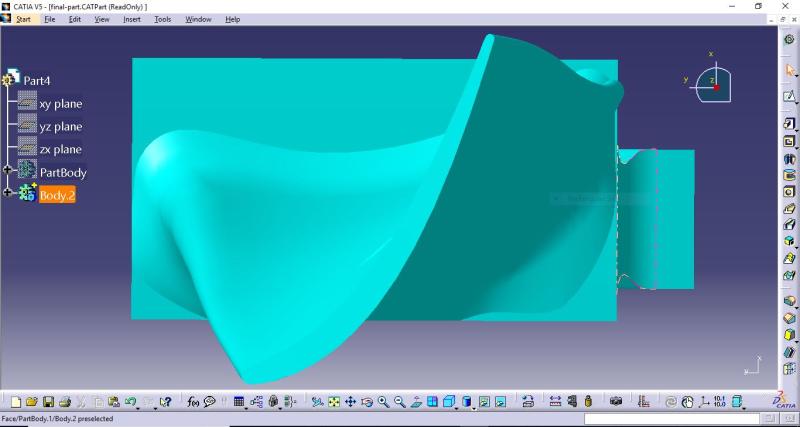
- Performed CAD modeling and revision in CATIA V5
- Led coordination with SAIPA QC, CMM lab, metallurgy team, fixture designers, and documentation staff
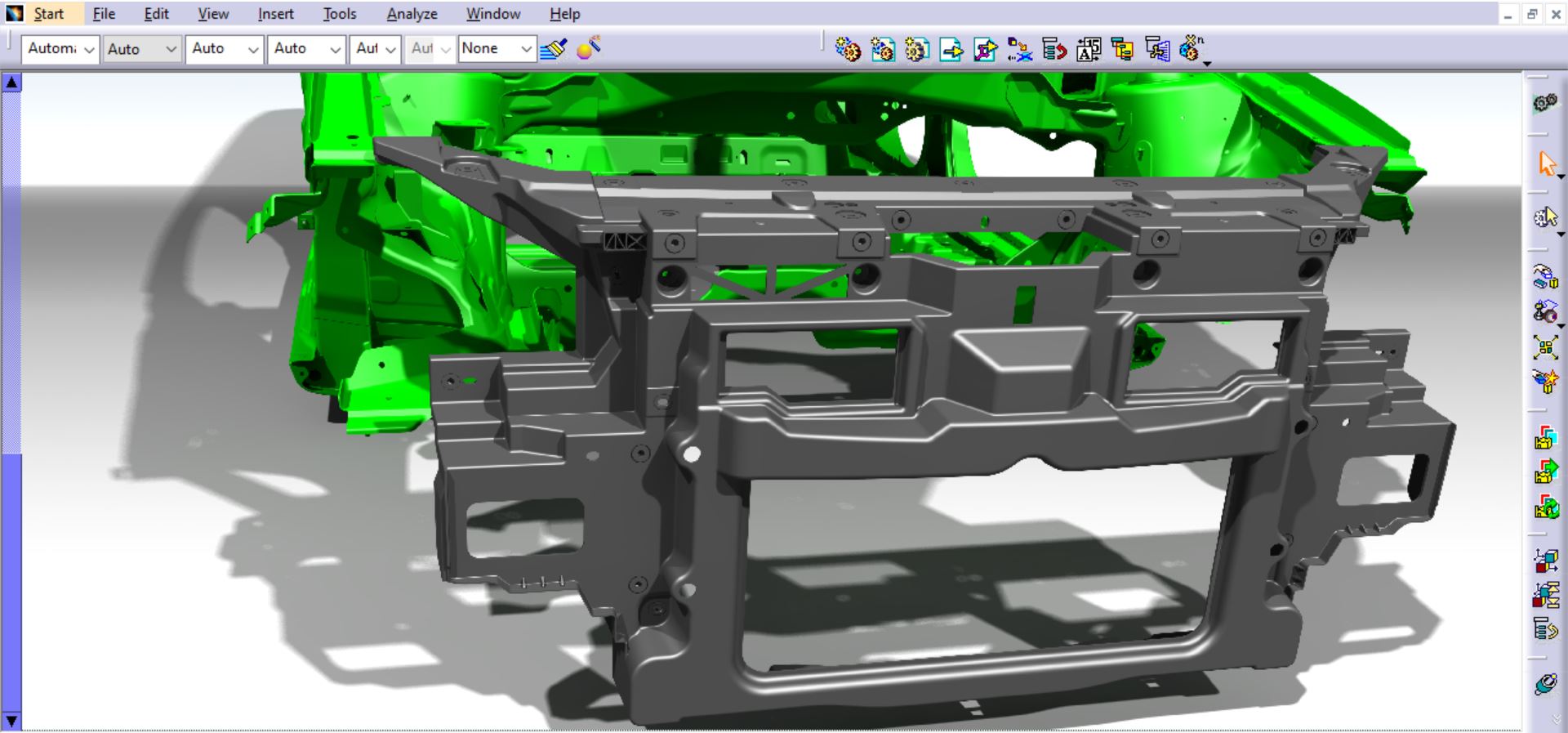
Technical Details
- Software: CATIA V5, CMM tools
- Techniques: 3D point cloud alignment, surfacing, rapid prototyping, mold coordination, fixture design
- Material: Glass fiber-reinforced polypropylene (PP+GF6)
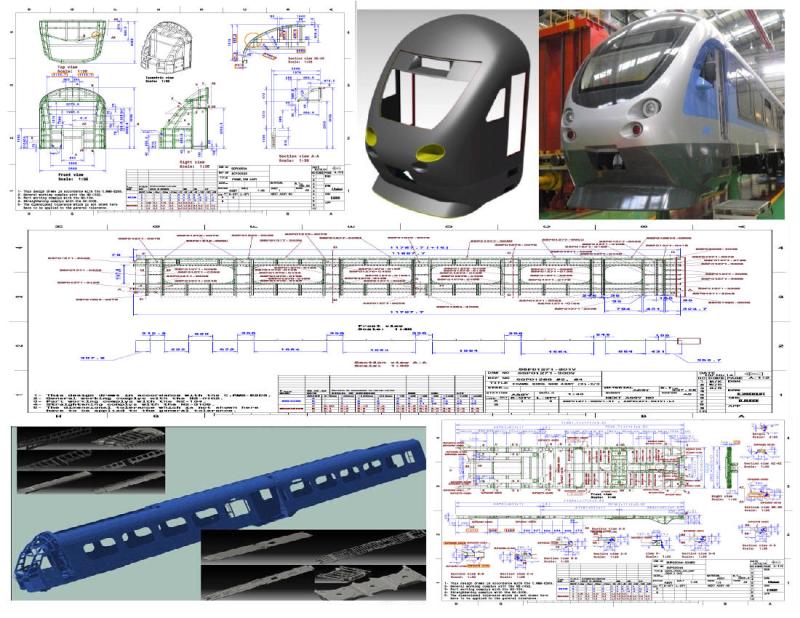
Process
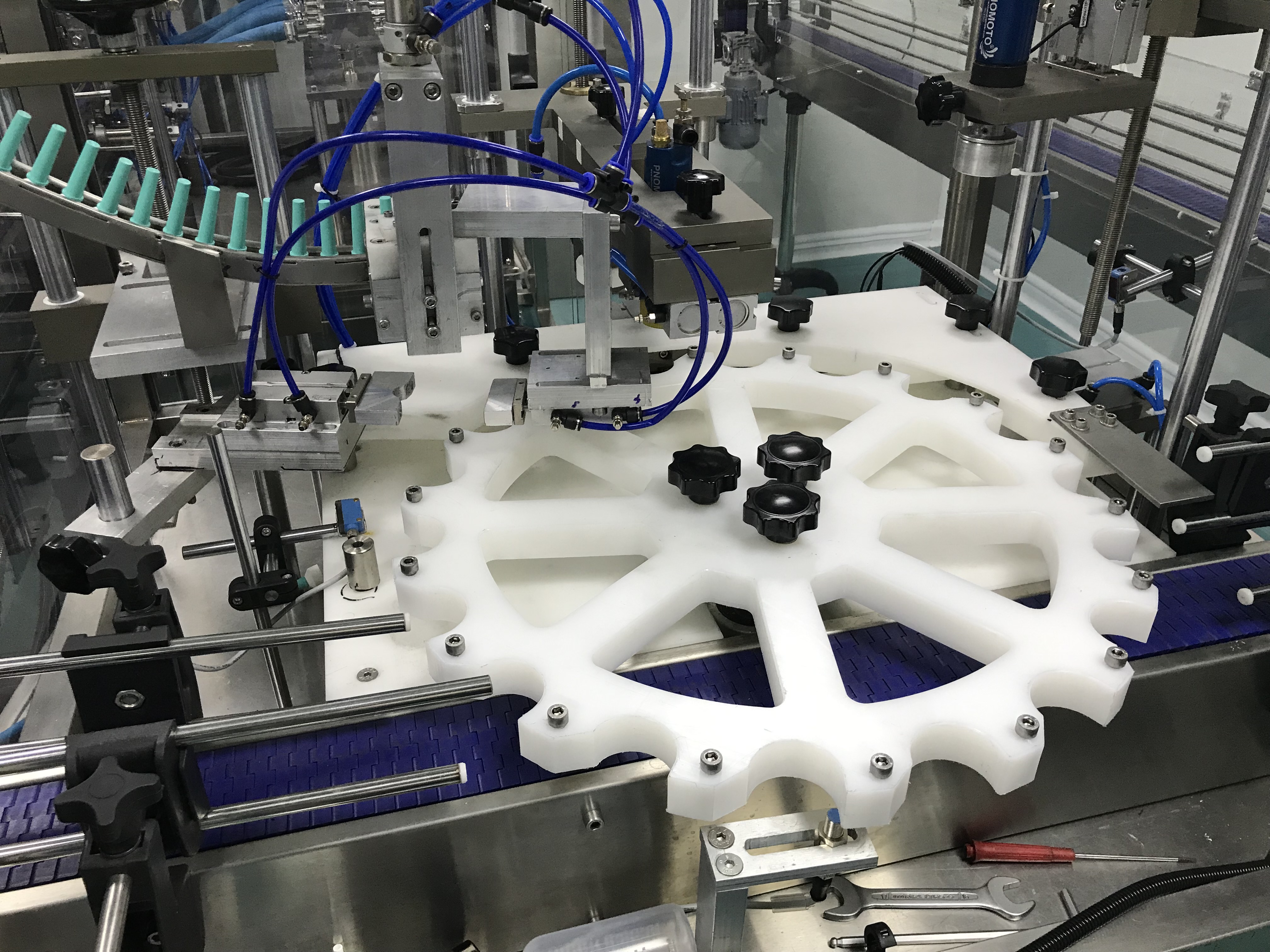
Started with CMM scanning and point cloud processing, followed by surfacing in CATIA and prototype validation. Revisions were based on deviation reports, and the final mold was produced in China. Fixture design and material testing were conducted in parallel to ensure manufacturability and precision.
Challenges and Solutions
- Lack of datasheets: resolved with CMM-based measurement
- Post-mold deformation: solved with reverse offset modeling
- International supplier coordination: handled via structured technical communication
Results
- Dimensional deviation below 0.3 mm
- Cost reduced from $120 to $80 per part
- Component currently in serial use in SAIPA’s production line